Profilirane pločevine se pogosto uporabljajo v industrijski in civilni gradnji. Vendar pa niso izdelani ročno. Kako je urejena linija za proizvodnjo valovitega kartona, kaj so in kakšne so razlike - kasneje v članku.
Preden neposredno razmislite o opremi, da bi bolje razumeli, kako so določene njene značilnosti, se morate odločiti, katere vrste valovitega kartona so. Navsezadnje so parametri končnega izdelka tisti, ki določajo izbiro opreme za njegovo proizvodnjo.
 Decking, tudi z najmanjšo vrednostjo valovitosti (8 mm za modifikacije sten), se izkaže za veliko močnejšega od navadne, pocinkane jeklene pločevine, iz katere je izdelan.
Decking, tudi z najmanjšo vrednostjo valovitosti (8 mm za modifikacije sten), se izkaže za veliko močnejšega od navadne, pocinkane jeklene pločevine, iz katere je izdelan.
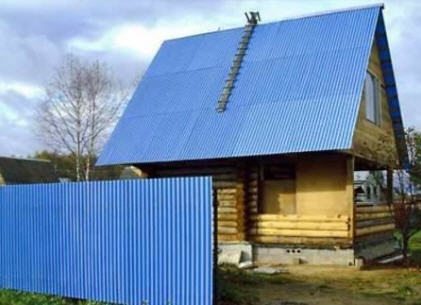
To je vzdolžni relief, ki zagotavlja njegovo dodatno togost.Zato ga gradbeniki pogosto uporabljajo za različne namene: ograje in stene industrijskih zgradb, kot strešni material, za medetažne stropove in celo kot fiksni opaž.
Stene in strešna kritina iz valovite plošče ne obtežijo zgradb in imajo odlično tesnost (opomba 1).
Seveda različne naloge zahtevajo različne karakteristike in s tem tudi linije za proizvodnjo valovitega kartona.
Vse tehnološke informacije o potrošniških lastnostih so vsebovane v sami oznaki valovite plošče, s katero se morate seznaniti pred kako izbrati valovito streho.
Za njegovo proizvodnjo obstaja državni standard - GOST 24045-94, kjer so registrirane vse značilnosti, ki se odražajo v blagovni znamki.
Na primer, C44-1000-0,4 pomeni:
- C - namen materiala
- 44 - višina valovitosti
- 1000 - uporabna ali montažna širina lista
- 0,4 - debelina uporabljene kovine
Razvrstitev valovitih plošč (opomba 2):
- Z - stenska obloga uporablja se za gradnjo ograj, sten in predelnih sten
- H - strešna valovita plošča se uporablja za strešne kritine
- HC - uporablja se kot strešna kritina in kot valovita plošča za stene
Pomembna informacija! Za izdelavo vseh standardnih valovitih plošč se uporablja pločevina širine 1250 mm. Različne širine končnega izdelka (praviloma od 750 do 1150 mm) so določene z odmikom materiala do višine valovitosti: višji kot je profil, manjša je širina. Vendar se hkrati sorazmerno povečuje tudi moč.
Dolžina listov v skladu z GOST je lahko od 2,4 za stene in 3 m za mešane in strešne materiale, do 12 m za vse vrste.
Vendar pa so proizvajalci zaradi dejstva, da je material valjan, po naročilu pripravljeni razrezati svoje izdelke na poljubno velikost, ki je primerna za kupca.
Strešne kritine imajo v večini primerov tudi poseben kapilarni drenažni utor na vrhu rebra na zunanji strani.
Kot surovina za proizvodnjo valovitega kartona se uporablja samo pocinkana valjana kovina. Lahko ima debelino od 0,35 do 2 mm. Standardni zunanji premer zvitka je 1,2 m, dolžina pločevine v njem pa je odvisna od debeline kovine.
Jeklo ima lahko bodisi običajno cinkano prevleko bodisi dodatno zaščitno plast iz barvnega materiala ali polimera.
Pri tem je premaz lahko enostranski ali obojestranski, pri dvostranskem nanosu pa se lahko izvede z enim ali različnimi materiali.
Pomembna informacija! Najbolj zanesljiva in trpežna je valovita plošča, prevlečena s sintetičnimi poliestrskimi materiali. Je pa tudi najdražja in najbolj ranljiva za mehanske poškodbe zaščite. Vendar pa je zadnja pomanjkljivost ublažena s prisotnostjo na trgu posebnih spojin za popravilo.
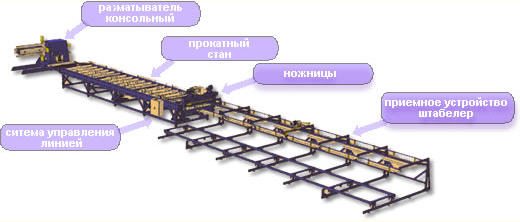
Tipična shema linije za proizvodnjo valovitega kartona praviloma vključuje pet glavnih naprav:
- Odvijalnik - zvitek jeklene pločevine se natakne na njegovo gred in drži, da se dovaja na mesto obdelave
- Preoblikovalni mlin je glavni element linije, kjer poteka dejansko profiliranje dobavljenega materialnega traku.
- Krmilna enota - tukaj lahko vklopite, izklopite in programirate parametre za delujoče naprave
- Giljotinske škarje - z njihovo pomočjo se končni profil razreže na plošče
- Sprejemna miza - praviloma ustreza dimenzijam pločevine, ki se trenutno izdeluje (širina mize je fiksna, dolžina pa je nastavljiva). Tu so končni izdelki zloženi in pakirani za kasnejšo odpremo v skladišče.
Pomembna informacija! Nekateri ugledni proizvajalci opreme, ki proizvajajo različne proizvodne linije: proizvodnjo valovitega kartona, kovinskih ploščic, drugih vrst valjanih izdelkov, opremijo svoje izdelke z dodatnimi napravami. Na primer, lahko je podajalna miza, ki se nahaja med odvijalcem in oblikovalnim strojem, ali rezalne škarje, ki prispevajo k hitri menjavi zvitka. Seveda takšni dodatki pozitivno vplivajo na tehnološki proces in s tem na kakovost končnega lista.
Vendar pa je glavni element katere koli linije valjarna. Sestavljen je iz simetričnih parov gredi (stojal), nameščenih na okvirju, ki zaradi mehanskega stiskanja tvorijo valovitost na pločevini, pri čemer valjajo trak skozi sebe.
Več kot je njihovo število, globlji je profil. Navsezadnje traku ni mogoče preprosto vzeti in ga na vhodu v mlin nastaviti na želeno krivino (širina surovine je večja od širine končnega izdelka).
V tem primeru bo kovina najmanj izgubila svojo plastičnost na ovinkih in najverjetneje se bo zlomila. Poleg tega ga bo v tem primeru zelo težko raztegniti skozi obrazec.

Med prehodom se prvotni material deformira od manjšega zavoja do večjega. V skladu s tem premer oblikovanih valjev raste od para do para, razdalja med njimi pa se zmanjšuje do zadnjega stojala, kjer valovita plošča pridobi načrtovano velikost.
V povezavi z opisanimi značilnostmi tehnologije je na istem mlinu praktično nemogoče izdelati izdelke različnih profilov.
Vsaka vrsta zahteva svojo širino postelje na mestu namestitve stojal, pa tudi ustrezen premer valjev. Vendar pa obstajajo modeli, ki omogočajo izdelavo materiala z enako višino valovitosti, vendar z različnimi širinami listov.
Teoretično je možno izdelati tudi druge valjane izdelke, ki nimajo prevelikih razlik v višini valov. Vendar pa boste v tem primeru potrebovali celoten komplet opreme, vključno s stojali in giljotinskimi škarjami.
Upoštevajoč stroške inštalacijskih del se takšna rešitev s finančnega vidika ne bo veliko razlikovala od postavitve nove proge. Vsak proizvajalec lahko spreminja debelino kovine, vrsto njenega premaza in dolžino končne valovite plošče.
Na okvirju je kot pogon nameščen električni pogon, katerega moč določa največjo debelino obdelane kovine in hitrost valjanja.
Vendar pa mlin ne opravlja le glavnega dela sam, ampak je tudi nosilna konstrukcija za nekaj preostale opreme - vsaj krmilno enoto in giljotino, ki ima prav tako pomembno vlogo.
Škarje za giljotino vključujejo katero koli linijo proizvodnje profesionalnih talnih oblog. Ponavljajo geometrijo izhodnega profila in imajo hidravlični, elektromehanski, manj pogosto pnevmatski pogon.
Kakovost izdelkov je v veliki meri odvisna od njih, saj rob valovitega kartona ne sme imeti robov, upogib, ki nastane na mestu reza, pa ne sme vplivati na dolžino lista za več kot 0,5 mm (po GOST).
Ker so rezalni robovi škarij glavni delovni element, ki vpliva na te indikatorje, jih je treba občasno ostriti ali zamenjati.

Za nadzor celotnega sklopa mehanizmov se uporablja krmilna enota. Na začetku proizvodnega procesa se programira za določeno debelino izvornega materiala, vrsto premaza, tu pa se nastavi tudi zahtevana dolžina pločevine.
Te naprave imajo elektroniko za izklop linije v primeru težave.
Opremljena s takim krmilnikom se linija za proizvodnjo valovitega kartona šteje za polavtomatsko. To je posledica dejstva, da se polnjenje novega kovinskega traku, ko je stari zvitek konec, izvede ročno.
Preostanek časa osebje (ki ga na večini linij predstavlja en delavec) še naprej opazuje odsotnost okvar - oprema bo vse naredila sama.
In zdaj se morate samo seznaniti navodila za namestitev pločevinaste strehein vaš dom se bo spremenil!
Viri informacij
- Članek iz
- Največji proizvajalec strešnih materialov
Vam je članek pomagal?